


○ 凯里市第一中等职业学校 张绍武
对于数控车床的刀具补偿功能,我们要科学地去运用好,这样能提高数控车床的使用效率。很多数控车床都具有多倍于使用刀具数量的刀具补偿单元,灵活运用数控车床的刀具补偿功能,可以将一把刀变幻成几把刀来使用,不但实现了刀具补偿功能的多用途和多功能化,还给切削加工带来了很大便利,也大大提高了数控机床的性价比和生产效率。如广州机床厂生产的CJK6132A(G)数控车床,只配有4个工位的刀架,有16个刀具补偿存储单元;而有的数控车床刀库可以配备装12把刀,却有几十个刀具补偿存储单元,这么多的刀具补偿存储单元,为我们灵活使用刀具补偿功能,提供了极为广阔的空间。
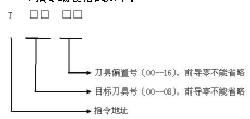
T指令的应用:
广州数控GSK980TA系统的刀具功能(T指令)具有刀具自动换刀和刀具补偿两个作用,可控制4个刀位的自动刀架在加工过程中实现换刀,并对刀具的实际位置偏差进行补偿,使刀尖的运行轨迹与编程轨迹一致。更换刀具后,只需要重新对刀,修改刀具偏置,不需要修改加工程序。
T指令编程格式如下:
例:T0101表示选择1号刀并执行1号刀偏。
T0102表示选择1号刀并执行2号刀偏。
T0301表示选择3号刀并执行1号刀偏。
刀具偏置号可以和刀具号相同,也可以不同,即一把刀具可以对应多个偏置号,如果对应刀具偏置号的序号为000的,刀具偏置为X=0.000、Z=0.000,则系统为无刀具补偿状态,即系统的坐标偏置为0;对应刀具偏置号的序号为001的,刀具偏置为X和Z是有数字的,例X=0.500,Z=-0.300,则系统的刀具补偿就是该数字。一般情况下,为了便于操作和不至于混辖,修改刀补时,尽可能使刀位号与刀具偏置号一致。如T0101,T0202。
下面介绍两种研究科学运用刀具补偿功能的方法。
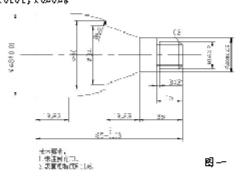
方法一:以图一零件为例(有顶尖或跟刀架),该零件加工时使用Φ50的棒料,材料为铝。若每次加工一个零件就松紧卡盘一次,辅助时间太长,影响加工效率。考虑到棒料材料、直径及零件长度的因素,其悬伸长量可达百余毫米。决定棒料每次悬伸长3个零件的长度,即每松紧卡盘一次加工3个零件,可以提高生产效率。那我们该如何来做才能提高生产效率呢?
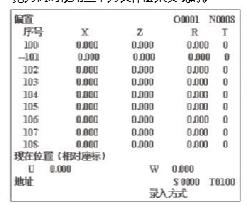
具体操作方法为:机床刀架上1号刀位装外圆车刀,2号刀位装切槽刀,3号刀位装螺纹刀。对1号刀时,将X轴和Z轴的对刀值分别输入到图三中的101、102、103单元,而在图四里把Z轴的刀补值在001、002、003补偿单元中输入0、-(零件长度+切槽刀宽)、-[(2×零件长度)+切槽刀宽],X轴不用输值(以下也不用输值);对2号刀时,将X轴和Z轴的对刀值分别输入到图三中的104、105、106单元,而在图四里把Z轴的刀补值在004、005、006补偿单元中输入0、-(零件长度+切槽刀宽)、-[(2×零件长度)+切槽刀宽];对3号刀时,将X轴和Z轴的对刀值分别输入到图三中的107、108、109单元内,而在图四里把Z轴刀补值在007、008、009补偿单元中输入0、-(零件长度+切槽刀宽)、-[(2×零件长度)+切槽刀宽]。加工程序内容复制2次,变成3段,第一段程序中换刀指令分别为:T0101、T0204、T0307;第二段程序中换刀指令分别为:T0102、T0205、T0308;第三段程序中换刀指令分别为:T0103、T0206、T0309。相当于同时建立了三个工件坐标系,程序运行一次,可以做出三个工件来。也就是利用一把刀同时使用三个刀具补偿来实现的。
图三(数控系统GSK980TA对刀界面)
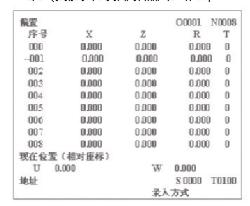
图四(数控系统GSK980TA刀具磨损补偿界面)
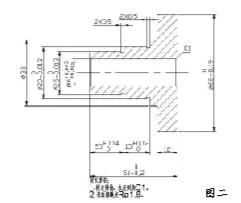
方法二:以图一和图二(内孔不用加工)所示两种零件,我们经常会遇到这种情况,两个人,两班制,要在同一台数控车床上使用同一把外圆刀,切槽刀(刀宽2mm)来加工这两种产品的外圆,端面和沟槽,却又不会相互影响到机床的刀具号和刀补值,从而影响到加工的效率,那我们该怎样来解决这个难题呢?
具体操作方法是:机床刀架上1号刀位装外圆刀,2号刀位装切槽刀,3号刀位装螺纹刀(这个刀位不会影响图一产品的加工)。加工图一产品时的1号刀为T0101,即1号刀并执行1号刀补;2号刀为T0202,即2号刀并执行2号刀补;而加工图二产品时的1号刀为T0104,即1号刀并执行4号刀补;2号刀则为T0205,2号刀并执行5号刀补;在掉头加工图一产品另一端时的1号刀为T0107,即1号刀并执行7号刀补;掉头加工图二产品另一端时的1号刀则为T0108,即1号刀并执行8号刀补。就是给刀具分别建立不同的加工工件坐标系,一次性装好刀,对好刀之后,每把刀具补偿值就都储存在机床里,你要加工哪个产品时,只要你调出相应的刀号和刀补,就可以加工相应的产品,互相不会影响工作效率。
由此可见,一把刀使用多个刀具补偿,对一把刀具建立多个加工工件坐标系,可以将一把刀当多把刀使用;也可以给不同刀具分别建立不同的多个加工工件坐标系,一次性装好刀,对好刀之后,每把刀补值就都储存在机床里,你要加工哪个产品时,只要你调出相应的刀号、刀补和加工程序,就可以加工相应的产品了。这样,既没有影响加工效率,又不会妨碍工作,大大提高了生产效率和机床的利用率。
在数控车床的刀具补偿功能中,我们要科学地去运用。在机床加工使用中,如果能科学运用刀具的补偿功能,不但实现了刀具补偿功能的多用途和多功能化,还给编程、加工带来很多便利,也大大提高了数控车床的性价比和生产效率等等。